First Pyramid Molds
When machining the first molds for the pyramid, we ran into several issues with the core and learned the importance of double checking all the toolpaths before starting. On the first attempt, the adaptive clearing began wrapping around the side of the stock, so we had to stop the program before the tool holder collided with the stock. On the second attempt, we made it past the adaptive clearing to the final contour, which had toolpaths that went into the drilled ejector pin holes, resulting in our first broken tool of the semester.
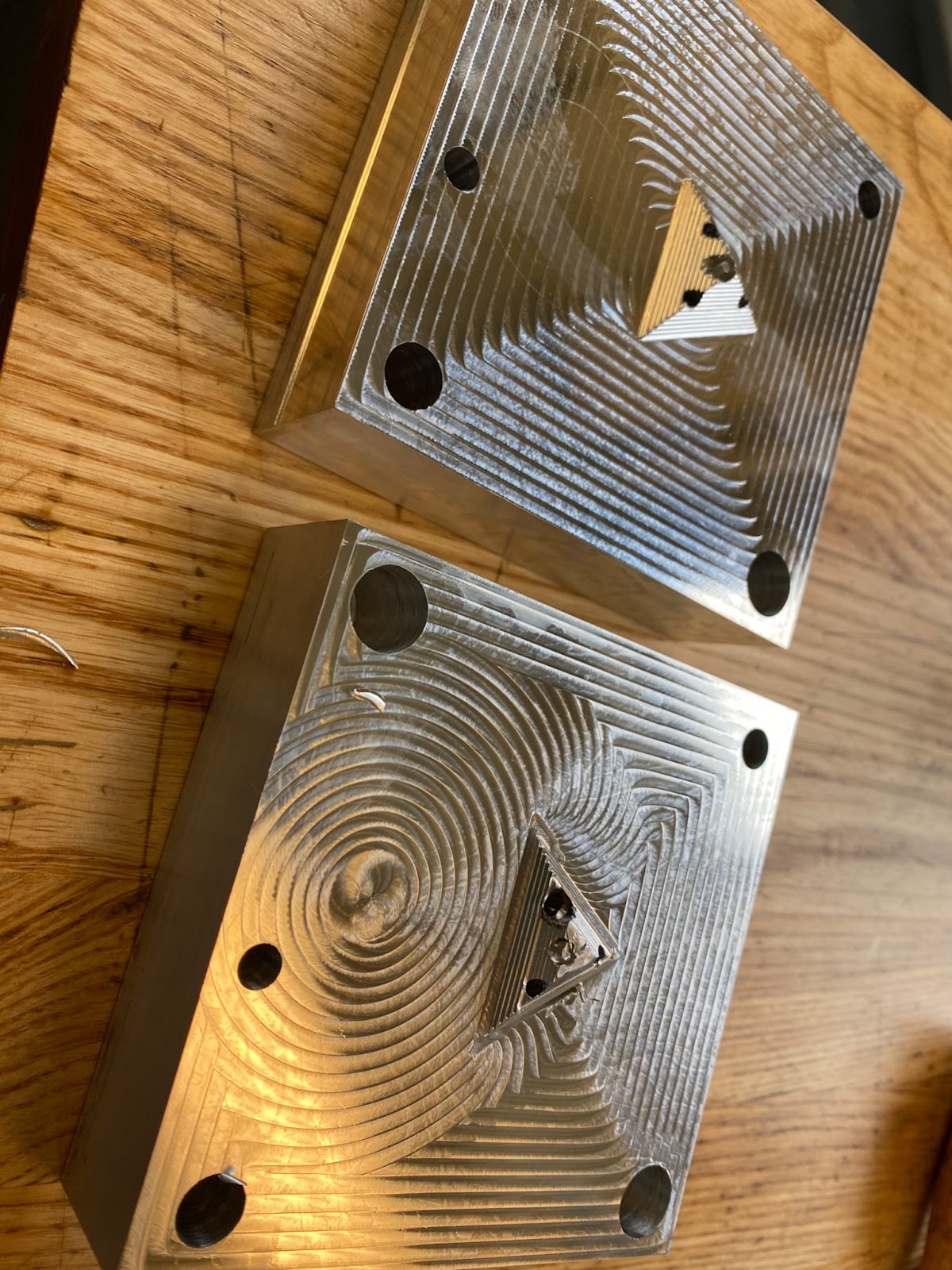
Molds with adaptive clearing down the stock side (left) and a broken tool (right)
We returned the following week and discovered that we had previously broken yet another tool when machining the contour around the pyramid, but had overlooked it at the time and didn’t catch it until on our third core attempt, the slot was only partly cleared. When inspecting the CAM we learned that the maximum stepdown used was way too large for the tool, so we decreased it to 0.2*tool_diameter. This time, the tool still broke, but the mold did not appear to have been damaged, so we decided to go ahead and test it in the injection molding machine.

Successfully machined mold (right) and the three core attempts (left)

Our first pyramids


Comments
Post a Comment