2nd Attempt at the Pyramids
With the size of the extrusion increased to fit around the button, it became possible to fit an ejector pin at the center. With a translucent part, having one ejector pin instead of three would mean seeing fewer circular marks when looking at the part from the top, so we gave it a try.
We remachined the molds with the updated extrusion and ledge heights, and one ejector pin hole.
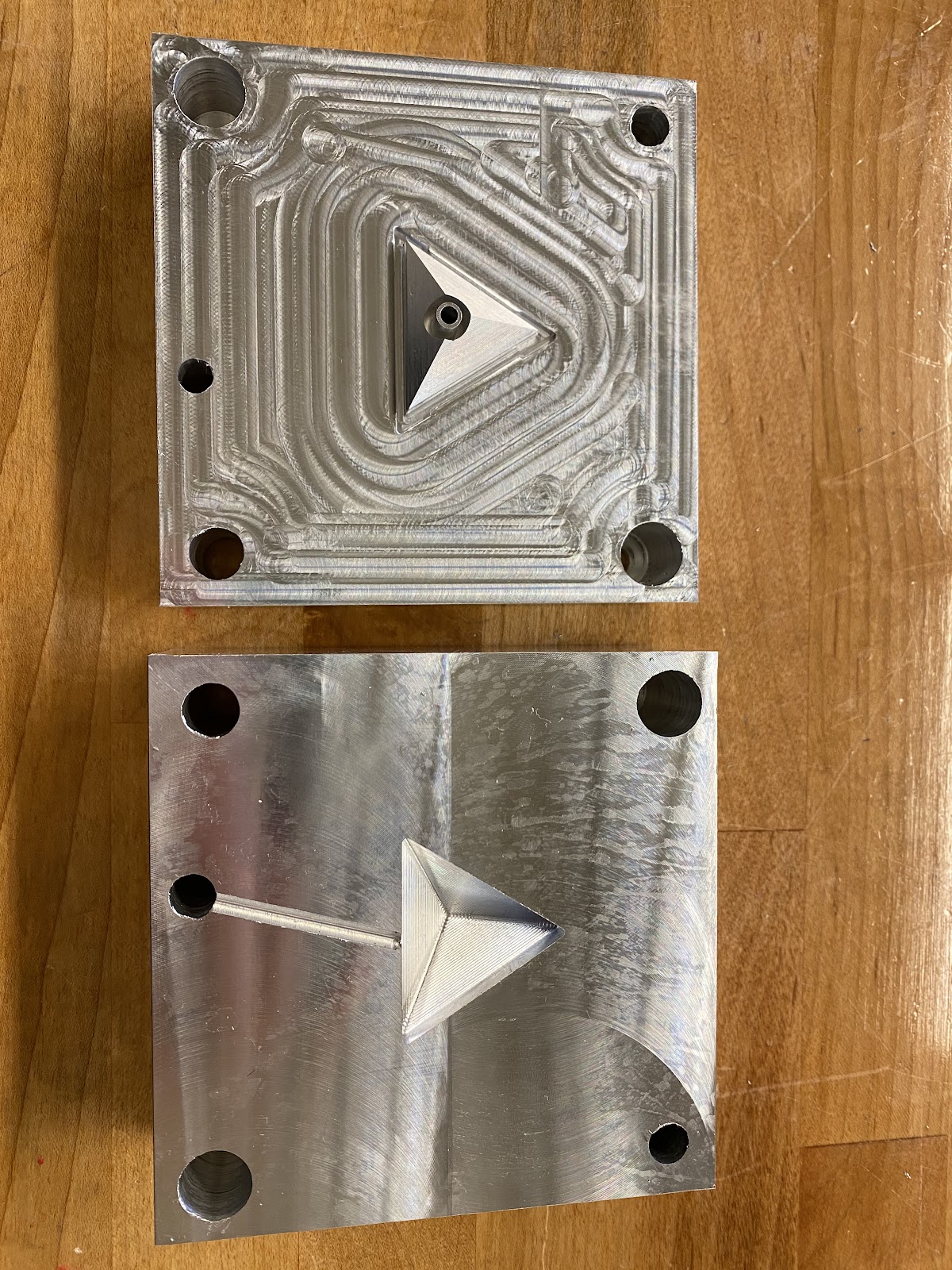
The mold with one ejector pin hole
When we tried using the new molds in the injection molding machine, we discovered that the parts were getting stuck on the mold and, instead of pushing the part off the core, the ejector pin was punching a hole through the top of the pyramid. After testing with a shorter ejector pin to see if it would stop going through the part, which didn't work, we decided to remachine the molds one more time.

A pyramid we managed to pry off the mold with a hole from the ejector pin
We assumed that the parts were getting stuck because the longer extrusion didn't have a draft angle. As well as adding the draft angle to the extrusion and increasing the one around the vertical sides of the pyramid, we also made the extrusion diameter smaller and decreased the scaling of the part, since not a lot of shrinkage was measured in the earlier parts, which were very loose on the button and snapped into the hole in the white cover instead of having a small gap. After machining the pyramid mold three times, we would definitely use a larger tool for the adaptive clearing, especially for the core, to cut down on machining time if we needed to do this again in the future.
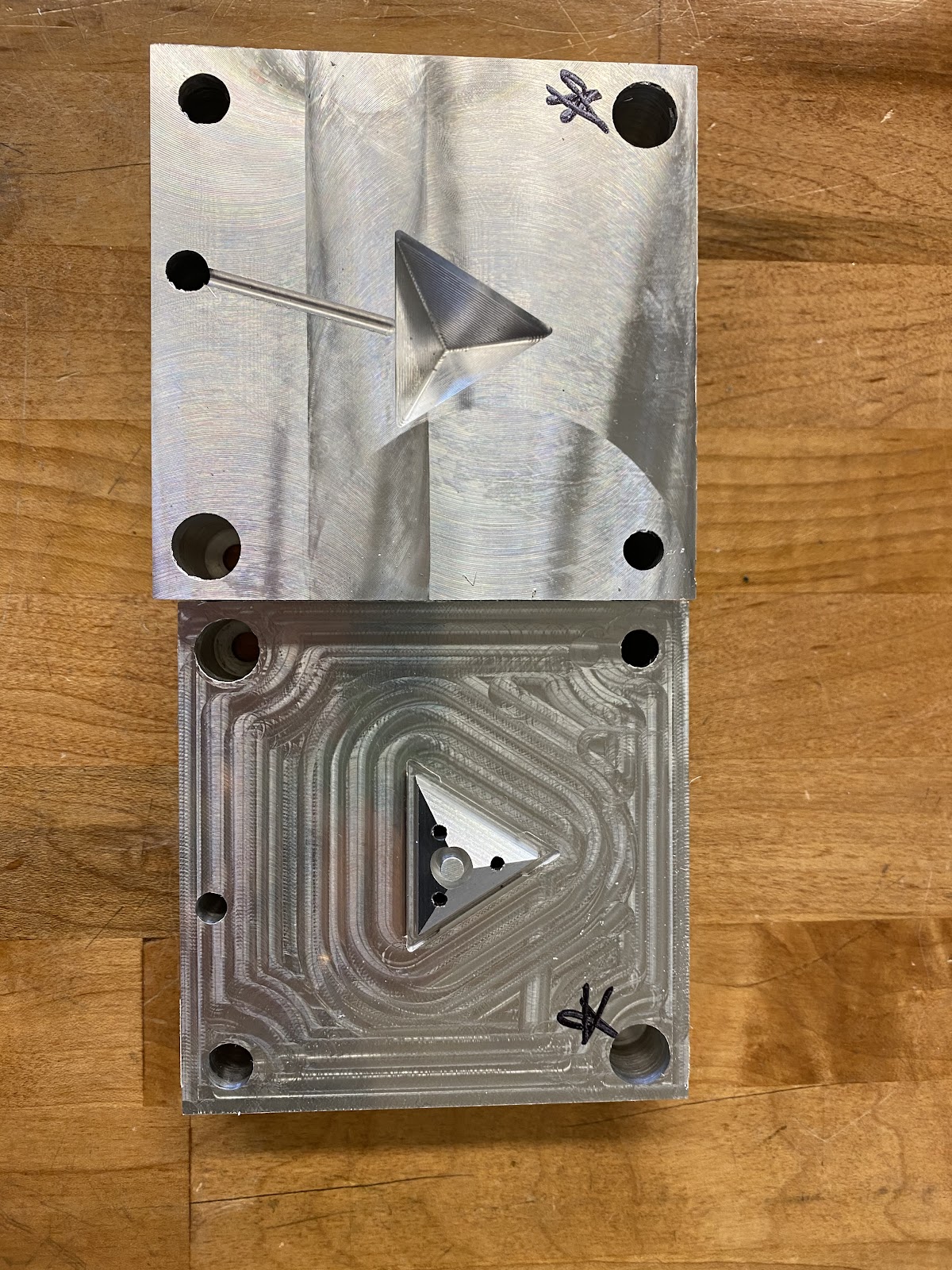
The final molds


Comments
Post a Comment